Technology, printing, printing, painting, painting, surface, bookmark, zinc, yellow, primer, ink, mesh, printing, printing, printing Chemical oxidation) - Drying - (spray varnish - dry) - packaging, etc. L surface cleaning treatment - color screen printing - drying - (spray varnish - drying) - packaging and so on. I mesh mold making (ink) solid combination. Basic oxidizing solution formula: potassium dichromate 4 lg/1 phosphoric acid 10~15g/l temperature 15 muscle time 48min3. Topcoat can be used with ordinary amino lacquer, or m color screen printing process printing panel, nameplate, signage, optional A variety of substrates, and the surface spray ammonia coating is used more, because it has no special requirements on the surface of the substrate, especially the aluminum plate, a little plaque, the aluminum plate can be used One method greatly improves the utilization rate of the aluminum plate. Therefore, it is the basic processing method for making decorative panels, inscriptions and signs in electronic equipment and instrumentation at home and abroad. The process is described below.
The process flow of the sign: 1 The machining process of the painted panel should be completed after the blanking according to the shape of the panel, the mark, the shape of the sign and the internal assembly requirements. Therefore, this method can be mass-produced, its internal installation size and The uniformity of the external dimensions is good. At the same time, because it is mechanically processed, it is convenient to select a uniform positioning reference during overprinting, which brings great convenience to the screen printing. D. Because the aluminum substrate is combined with the painted surface Poor, so the treatment of the aluminum substrate should be added before the topcoat is sprayed. There are two methods of treatment, one is to spray a layer of epoxy zinc yellow primer with a thickness of about 0.01 mm after degreasing the substrate; the other is to chemically oxidize the substrate to form an aluminum oxide film. The use of 861 amino paint or B8252 acrylic paint and H04-56 black amino paint, etc., all of which have a certain hardness and bonding force, are commonly used. Drying conditions are carried out according to the requirements of the paint type. For light paints, especially white paints, the drying temperature and time should be strictly controlled.
Before the primer is sprayed, if the surface of the substrate is found to have scratches, a layer of putty should be scraped first, and the primer should be filled after the scratch is smoothed. If chemical treatment is used, it should be applied before the chemical treatment. The sandpaper smoothes the scratches so that the surface of the workpiece is smooth and flat.
Screen printing, equipment and process requirements: 1 reasonable choice of screen, fine pattern, character 2.5mm, should choose >350 mesh monofilament yellow PET mesh. 2 The thickness of the photosensitive layer on the mesh template should not be >20xm.3 The mesh distance According to the tension of the mesh film and the size of the net frame, select the screen that can be bounced off the workpiece at the moment when the scraper scrapes in the screen printing process. distance. 4 Screen printing multi-color screen version selects the positioning standard uniformly, pay special attention to overprinting; 5 screen printing ink should be selected according to the use requirements of the workpiece. Such as solvent resistance, wear resistance, weathering brightness, etc., but also to meet the design requirements of the color. Seiko 1300, 1000 ink series, which is represented by Sanhe International, is often used to ensure the quality of the products. 6 sets of printing order, should be printed first dark and then printed light color, so as to avoid dark color and light color after printing, overprinting the front color to be dry and non-stick net, not sticky, you can print the next color, all printed should be dry thoroughly.
In order to protect the pattern, characters, etc., the silk-printed and thoroughly dried workpiece is subjected to a glazing process. H-type water-soluble acrylic paint or amino varnish can be used for the glazing treatment. For the workpiece is light color, such as white surface, in order to prevent yellowing of the white paint bottom, so C, D, S, cellulose acetate cover light can be used, the bottom white paint is not yellow, so that the color pattern is bright.
Sometimes, for the need, the panels on the equipment working in the darkroom do not need to be reflective, and some electronic products are not required to be reflective. The panels, the inscriptions and the signs are elegant and beautiful. Therefore, the topcoats of the painted panels, the Ming and the signs are painted. It can be used for matt or semi-bright. For this, silk screen printing is required, if there is rework, it is carried out in case of emergency. Therefore, the two inks used are more conveniently removed, otherwise the ink is dry or semi-dried to rub back and forth, and the surface of the topcoat that is rubbed is bright, which affects the consistency of the surface.
Third, the important tips in the use of ink This process uses Sakamoto Seiko high-quality epoxy resin 1300 and two-component 1000 metal ink, because these two inks, in addition to their high adhesion, it also has a very high The surface hardness and brightness are also resistant to rubbing various chemical cleaners for cleaning the panel, so the two inks can coexist with the topcoat on the panel and never separate and fall off.
However, these two inks must be used in the correct process to achieve the desired effect.
Screen printing characteristics of screen printing flexo gravure 1.1300 ink This ink has been pre-added to the catalyst (pre-solidifier) ​​one-component thermosetting ink in the manufacturing process, which is characterized by drying standard temperature 150TC after screen printing, and drying The time is related to the workpiece size, material and thickness of the ink layer. The workpiece area is large and the thickness is thick. The drying time is long. Generally, the drying time is >30 minutes. When the setting temperature is >150, the drying time is corresponding. Can be shortened, the drying temperature should not be lower than 150, otherwise it will appear: not completely dry, because the pre-curing agent does not reach a certain temperature, the curing effect is poor; not completely dry, the print adhesion is not good, or even not strong; If it is completely dry, the surface brightness will be poor, it will not wear out, and the organic solvent will fade.
When it is found that printing under the correct screen printing process conditions, the above quality problems occur after drying: the ink is not adjusted to a good viscosity, under normal circumstances, the special solvent T-1000 is less (10:1~1.5 preparation); the storage period at high temperature greatly exceeds The expiration date, the ink agglomerates, the solvent is not good; the ink is affected by the air during the storage period at room temperature, and the catalytic performance of the pre-curing agent (catalyst) is lowered. At this time, the catalyst 1300H added 1 is adjusted and reused.
Color printing should pay attention to the low temperature of each printing for 10 minutes), as long as it does not stick to the hand, the last color should be thoroughly dried under >15010 after the screen printing; the color printing should also follow this rule, otherwise each color is completely dried. Drying, there will be a lack of adhesion between the layers. It is worth noting that the screen printing color spray surface plate, the paint layer on the front plate of the screen printing screen should reach less than 100 dry solids, otherwise the spray paint finish crystallizes, affecting the firm adhesion of color ink and baking paint, when screen printing At the same time as drying the ink after the final color, the lacquer layer of the mask is completely dried.
If it is used for the plating mark, the nameplate protection mark, and the permanent screen printing color decorative pattern ink, the pH value of the plating solution should be >3, such as electroplated nickel on the non-color pattern part of the screen printing color label, gold decoration The plating solution, its PH value = 3.8-46. The correctness of the two-component ink before use, to determine the performance of the ink design, so the correct configuration, in order to ensure the quality requirements of the two-component ink after printing, Must be taken seriously.
The correct ratio of Seiko 1000 two-component screen printing ink and curing agent is usually the main agent 7: hardener 3, so the ratio of screen printing, curing hardness can reach 3H, alcohol resistance, alkali resistance, and reversibility it is good. Of course, the ratio of the main agent to the hardener can be adjusted according to the requirements of the workpiece as the main agent 6: hardener 4, the ink layer after screen printing is particularly excellent, but the other two properties, especially alkali resistance, are not good.
The important method of blending: First, the main agent ink should be fully stirred and then taken. Strictly proportional to the scale, the main ink and hardener are mixed and fully stirred. After 10 minutes of curing time, the special solvent can be used. The T-1000 can be adjusted to a viscosity suitable for screen printing according to 10% to 20%. If the order of the preparation is mistaken, it will affect the curing properties and the characteristics of the ink film.
The properly formulated two-component ink is generally 2 (n: the touch is dry for more than 2 hours. The hardening is more than 30 hours, the better the tolerance with the increase of the standing time, the natural drying method for the white paint panel, The treated PE and PP signs are more suitable. After the screen printing of the sub-metal workpieces, it can be dried and cured with 8~1.
When printing the amino-painted aluminum screen panel, please note that in order to ensure the adhesion of the ink and the paint surface, the paint spray panel is slightly dry and dry before drying, preventing the lacquer surface from being crystallized. After the color screen printing, the ink is dried under 1201. At the same time, the amino baking varnish is also completely dried, which is the key to ensure that the two-component ink can adhere firmly on the high-hardness and luminosity amino baking enamel surface.
The above two inks can also be directly printed on the signs of iron, aluminum and stainless steel, so as long as the above process is operated, a distinctive color screen printing and signboard, the paint surface panel is presented in front of the screen. It has been successfully used in instruments, instruments and electronic equipment for marine military products. 0 Author Address: Room 150702, Xibei New Village, Heqikou, Wuxi City, responsible for editing / Ou Dingjun (on page 57) plastic head assembly, only need to install a plastic head, steel plate components should be installed a set of equipment, the corresponding scraper assembly also Just use one set. In layman's terms, the modified machine is actually a single-head single-head shuttle pad printing machine, which is larger than the standard single-head pad printing machine, and has a shuttle table. .
Whether the printing of the circumferential surface of the cylinder can be completed, the role of the fixture is also important. In the special printing industry, making fixtures is a basic task. Generally speaking, the production clips have the following main purposes, ensuring that the printing area of ​​the substrate and the plastic head have a fixed relative position, thus ensuring the uniformity of product printing, and at the same time It is easy to achieve overprinting when multi-color overprinting is involved, so the position of the fixture in the pad printing process is indispensable. The fixture and silk screen used in the cylindrical product are the same as the hot stamping fixture required for the round surface. The second is shown.
The advantage of the pad printing process is the fact that any other printing process is dwarfed, mainly because it can print very small products, printing can easily give you a wonderful inspiration and then put into practice printing small cylinders with pad printing The circumference of the product was not originally patented by the design department. It was the process that the frontline staff used to explore the principle of long-term printing. There is no need to understand the source of this technology, but we must pay attention to creativity from production practice.
If the printing of small monochrome cylinder products by pad printing is an innovation, then the multi-color printing will be achieved by pad printing, which will further lay the kinship relationship between pad printing and silk screen printing. It will also gradually change the concept that the pad printing process can only print planes or approximate planes. 0Guangzhou Changyi Heat Transfer Products Co., Ltd. Editor/Ou Dingjun
Men's Woven Fabric Soft Shell Coat



1.Style Name:
Shell Fabric:
100D 94% Polyester & 6% Spandex Laminated 144F Microfleece, 280-320gsm
Menbrane:
8000mm Waterproof 800mm Breathable, 3000mm Waterproof 3000mm Breathable, 5000mm Waterproof 5000mm Breathable, or as your request
Padding:
100% Velvet Fabric
Accessories:
Brand Zipper on Front Placket and Pocket, such as YKK/YCC/SBS/NDK Brand Zipper
All the Zippers with Plastic Zip Pullers(Customized Zip Pullers are available if quantity is more than 500pcs)
Adjustable Velcro for Cuffs
Elastic Cord, Eyelets, Plastic stopper
Customized Embroidery or Printed Logo
Size:
Standard Size or As your request
Color:
Any customized colors as your request
Function:
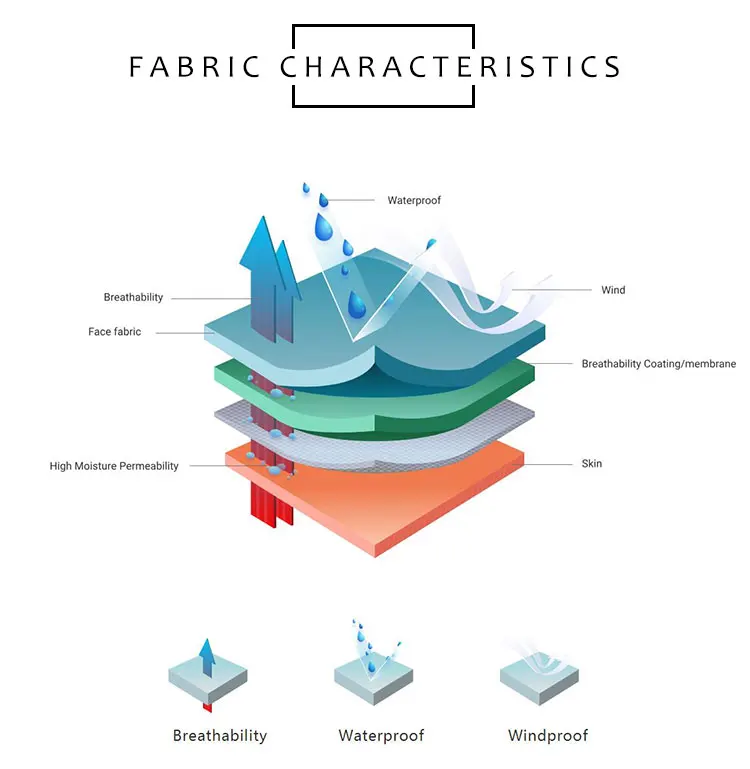
Waterproof, Breathable, Windproof, Water Repellent
2.Payment & Terms & Advantages:
MOQ:
1)100pcs/color for jacket made by existing color fabric in stock
2)300pcs/color for jacket made by customized pantone color fabric
Packing method:
1)1pc/polybag with size sticker, 20pcs/ctn/50x40x45cm/18kgs
2)we will put tissue paper on each printed logo to protect logo;
3)We will put silica gel inside the polybag to keep jacket dry.
Sample Time:
5-10 days
Bulk Delivery time:
1)30-35 days for 100~200pcs;
2)35-40 days for 300~500pcs;
3)45-55 days for 500~1000pcs;
4)60~65 days for 1000~3000pcs;
5)65-70 days for qty more than 3000pcs.
(All above delivery time is based on all details confirmation)
Port:
Fuzhou Xiamen Shenzhen Guangzhou Shanghai Ningbo
Payment:
by T/T, L/C, Paypal(only for sample)
Service:
OEM, ODM
Exhibition:
Our company will attend the most professional Outdoor Garments Exhibitions each year and warmly invite you to visit our booth:
1)ISPO MUNICH in January
2)Spring Canton Fair in April
3)Outdoor ISPO in June
4)Autumn Canton Fair in October
Advantages:
1)We have strict quality control system to keep all garments in good and perfect quality.
2)We refuse to use bad quality fabric and accessories to make garments.
3)We take the happiness of employees great important, because only happy employees can provide customers with quality services and produce high-quality products.
4)On-time delivery for both samples and bulk orders.
5)We have multiple factories allow us to manufacture at
Men'S Woven Fabric Soft Shell Coat,Men'S Micro Fleece Jacket,Men'S Micro Fleece Jacket With Hood,Bonded Knitting Fabric Jacket
Jinan Topline Trading Co., Ltd. , https://www.jinantopline.com